
Ein partielles Verfahren zur Untersuchung der Qualität von Schmiedeteilen
SchmiedenDie Qualitätsprüfung von Teilen ist in die Qualitätsprüfung des Aussehens und die interne Qualitätsprüfung unterteilt. Im Allgemeinen gehört die Qualitätskontrolle des Aussehens zur zerstörungsfreien Prüfung, die normalerweise mit bloßem Auge oder geringer Vergrößerung durchgeführt wird. Bei Bedarf kann auch eine zerstörungsfreie Prüfung zum Einsatz kommen. Für die Inspektion der internen Qualität müssen einige von ihnen aufgrund der Anforderungen ihres Inspektionsinhalts zerstörende Tests durchführen, die normalerweise als anatomische Tests bezeichnet werden, wie z. B. Low-Power-Test, Bruchtest, High-Power-Strukturtest, Analyse der chemischen Zusammensetzung und mechanischer Eigenschaftstest. Einige können auch zerstörungsfreie Prüfverfahren anwenden. Um die Qualität von Schmiedestücken besser beurteilen zu können, sollten zerstörende Prüfung und zerstörungsfreie Prüfung kombiniert werden. Um die Qualität von Schmiedestücken aus der Tiefe zu analysieren, sollten wir auch Transmissions- oder Rasterelektronenmikroskope, Elektronensonden und andere Hilfsmechanismen verwenden.
Die Prüfverfahren der inneren Qualität von Schmiedeteilen können allgemein zusammengefasst werden als: makroskopisches Strukturprüfverfahren, mikroskopisches Strukturprüfverfahren, Prüfverfahren für mechanische Eigenschaften, Analyseverfahren der chemischen Zusammensetzung und zerstörungsfreies Prüfverfahren.
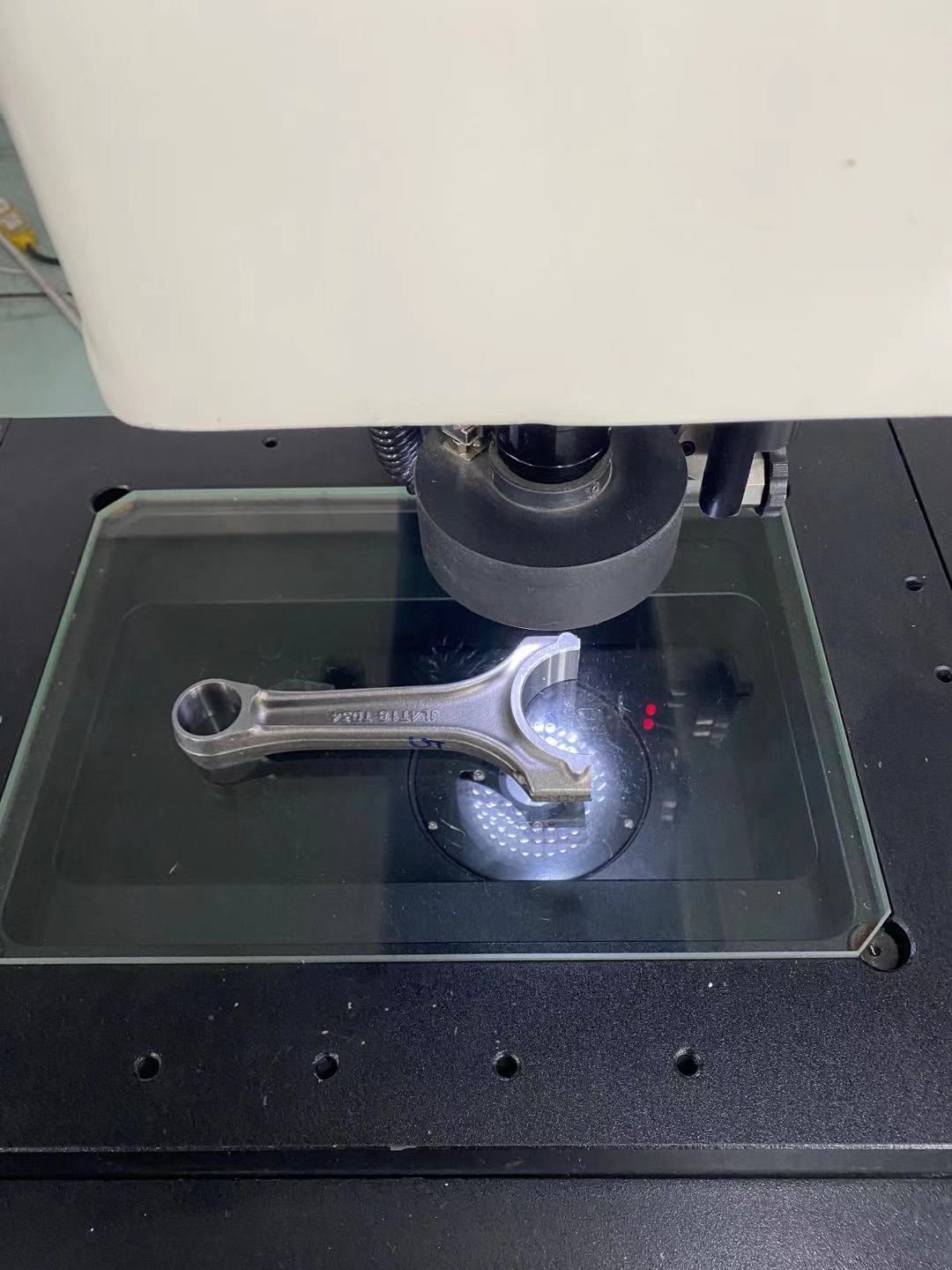
Bei der makroskopischen Gewebeuntersuchung werden die makroskopischen Gewebeeigenschaften von Schmiedestücken durch Sichtprüfung oder eine Lupe mit geringer Vergrößerung (im Allgemeinen ein Vielfaches von 30) × (unten) beobachtet und analysiert. Für die makroskopische Strukturinspektion von Schmiedestücken sind die üblicherweise verwendeten Verfahren das Niedrigkorrosionsverfahren (einschließlich Heißkorrosionsverfahren, Kaltkorrosionsverfahren und elektrolytische Korrosionsverfahren), das Bruchtestverfahren und das Schwefeleindruckverfahren.
Mit der Low-Power-Korrosionsmethode werden Risse, Falten, Lunker, Porenseigerung, White Spots, Poren, nichtmetallische Einschlüsse, Seigerungsagglomeration, Fließlinienverteilung, Korngröße und -verteilung von Baustahl, Edelstahl, Superlegierung, Aluminium geprüft und Aluminiumlegierungen, Magnesium und Magnesiumlegierungen, Schmiedeteile aus Kupferlegierungen, Titanlegierungen und andere Materialien. Bei der Darstellung makroskopischer Strukturen sind jedoch für unterschiedliche Materialien Ätzmittel und Ätzspezifikationen unterschiedlich.
Das Bruchtestverfahren wird verwendet, um weiße Flecken, Delaminierung, innere Risse und andere Defekte in Baustählen und rostfreien Stählen (außer Austenit), Graphitkohlenstoff in Schmiedestücken aus Federstahl und Überhitzung und übermäßige Verbrennung dieser Stahlarten zu prüfen. Bei Aluminium, Magnesium, Kupfer und anderen Legierungen wird überprüft, ob die Körnung fein und gleichmäßig ist, ob Oxidfilm, Oxideinschlüsse und andere Defekte vorhanden sind.
Das Schwefeldruckverfahren wird hauptsächlich bei einigen großen Baustahlschmiedestücken verwendet, um zu prüfen, ob die Schwefelverteilung gleichmäßig ist und der Schwefelgehalt.
Zusätzlich zu den Schmiedestücken aus Baustahl und Edelstahl, die für Niederleistungstests verwendet werden, werden sie keiner abschließenden Wärmebehandlung unterzogen, Schmiedestücke aus anderen Materialien werden im Allgemeinen nach der abschließenden Wärmebehandlung einem Niederleistungstest unterzogen.
Die Prüfverfahren der inneren Qualität von Schmiedeteilen können allgemein zusammengefasst werden als: makroskopisches Strukturprüfverfahren, mikroskopisches Strukturprüfverfahren, Prüfverfahren für mechanische Eigenschaften, Analyseverfahren der chemischen Zusammensetzung und zerstörungsfreies Prüfverfahren.
Bei der makroskopischen Gewebeuntersuchung werden die makroskopischen Gewebeeigenschaften von Schmiedestücken durch Sichtprüfung oder eine Lupe mit geringer Vergrößerung (im Allgemeinen ein Vielfaches von 30) × (unten) beobachtet und analysiert. Für die makroskopische Strukturinspektion von Schmiedestücken sind die üblicherweise verwendeten Verfahren das Niedrigkorrosionsverfahren (einschließlich Heißkorrosionsverfahren, Kaltkorrosionsverfahren und elektrolytische Korrosionsverfahren), das Bruchtestverfahren und das Schwefeleindruckverfahren.
Mit der Low-Power-Korrosionsmethode werden Risse, Falten, Lunker, Porenseigerung, White Spots, Poren, nichtmetallische Einschlüsse, Seigerungsagglomeration, Fließlinienverteilung, Korngröße und -verteilung von Baustahl, Edelstahl, Superlegierung, Aluminium geprüft und Aluminiumlegierungen, Magnesium und Magnesiumlegierungen, Schmiedeteile aus Kupferlegierungen, Titanlegierungen und andere Materialien. Bei der Darstellung makroskopischer Strukturen sind jedoch für unterschiedliche Materialien Ätzmittel und Ätzspezifikationen unterschiedlich.
Das Bruchtestverfahren wird verwendet, um weiße Flecken, Delaminierung, innere Risse und andere Defekte in Baustählen und rostfreien Stählen (außer Austenit), Graphitkohlenstoff in Schmiedestücken aus Federstahl und Überhitzung und übermäßige Verbrennung dieser Stahlarten zu prüfen. Bei Aluminium, Magnesium, Kupfer und anderen Legierungen wird überprüft, ob die Körnung fein und gleichmäßig ist, ob Oxidfilm, Oxideinschlüsse und andere Defekte vorhanden sind.
Das Schwefeldruckverfahren wird hauptsächlich bei einigen großen Baustahlschmiedestücken verwendet, um zu prüfen, ob die Schwefelverteilung gleichmäßig ist und der Schwefelgehalt.
Zusätzlich zu den Schmiedestücken aus Baustahl und Edelstahl, die für Niederleistungstests verwendet werden, werden sie keiner abschließenden Wärmebehandlung unterzogen, Schmiedestücke aus anderen Materialien werden im Allgemeinen nach der abschließenden Wärmebehandlung einem Niederleistungstest unterzogen.
Anfrage absenden



X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie