
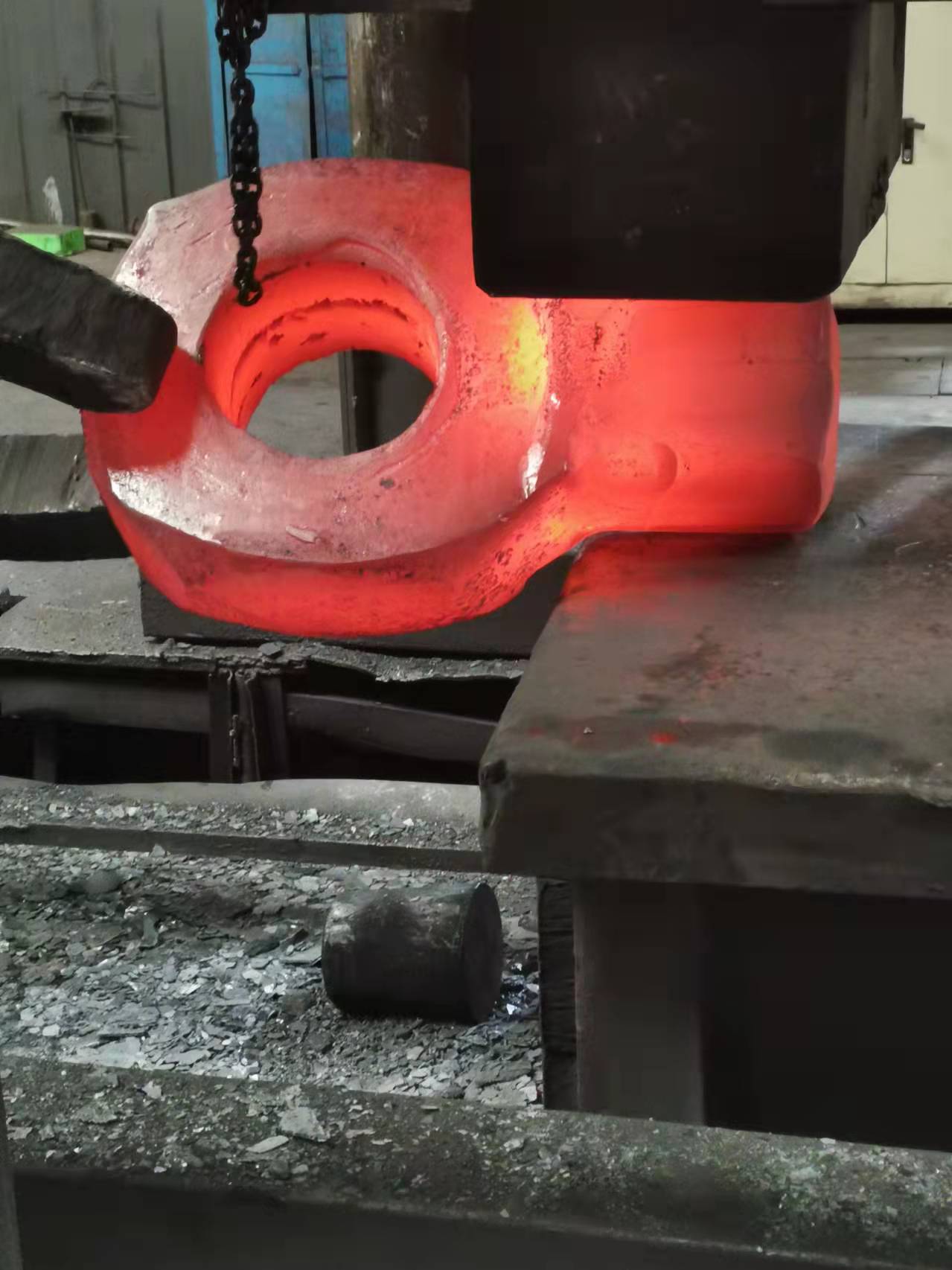
Sicherheitsanforderungen für das Freischmieden in Schmiedewerken
Schmiedeteile Fabrik kostenlosSchmiedenVerarbeitung von Schmiedestücken, hauptsächlich durch Schmieden Hammer und Presse zwei Arten, Zange Xin Präzisionsschmieden Fabrik zur Einführung der Sicherheitsanforderungen an den Betrieb des freien Schmiedens.
Vor dem Freischmieden sollte die Schmiede sorgfältig prüfen, ob die Schrauben, Muttern, Stifte usw. jedes Befestigungsverbindungsteils locker oder gebrochen sind und ob die Kombination aus Ambossblock, Hammerkopf, Hammerstange und Schrägkeil Risse aufweist vor Beginn des Schmiedens Hammer. Wenn Probleme festgestellt werden, sollten diese rechtzeitig behoben und die Schmier- und Ölversorgungssituation überprüft werden. Der Lufthammer-Steuergriff sollte in eine leere Position gebracht und der Positionierungsstift eingesetzt werden, und dann kann der Betrieb beginnen und 3 bis 5 Minuten lang leer laufen. Der dampfluftfreie Schmiedehammer sollte vor dem Start Kondenswasser im Zylinder ausschließen, und das Auslassventil sollte vor der Arbeit vollständig geöffnet sein und dann das Einlassventil leicht öffnen, damit Dampf durch das Gasleitungssystem strömt, um das Luftventil und dann vorzuwärmen Öffnen Sie langsam das Einlassventil und entleeren Sie den Kolben mehrmals.
Schmiedefabrik im Winter, um die Hammerstange, den Hammer und den Ambossblock vorzuwärmen, die Vorwärmtemperatur beträgt 100 ~ 150 ℃. Nachdem der Schmiedehammer gestartet wurde, ist es notwendig, sich auf den Betrieb gemäß den Anweisungen des Palmenmonteurs und den Anforderungen des Betriebs zu konzentrieren und jederzeit auf die Beobachtung zu achten. Wenn unregelmäßige Geräusche oder anormale Phänomene wie Zylinderkopfleckagen festgestellt werden, sollte die Maschine sofort zur Wartung angehalten werden. Vermeiden Sie zu jeder Zeit exzentrisches Schmieden, Luftschlag oder heftigen Schlag auf den dünneren Knüppel mit niedrigerer Temperatur, um die Oxidhaut auf dem Amboss zu entfernen, um keine Wunden herauszuspritzen oder die Ambossoberfläche zu beschädigen. Beim Messen der Größe des Werkstücks oder beim Wechseln des Werkzeugs sollte der Bediener den Fuß vom Pedal nehmen, um Fehltritte zu vermeiden.
Nachdem die Schmiedearbeiten abgeschlossen sind, sollte der Hammerkopf reibungslos abgelegt werden, die Einlass- und Auslassventile geschlossen werden, der Drucklufthammer den Schalter öffnen und die Schichtarbeit gut ausgeführt werden.
Vor dem Freischmieden sollte die Schmiede sorgfältig prüfen, ob die Schrauben, Muttern, Stifte usw. jedes Befestigungsverbindungsteils locker oder gebrochen sind und ob die Kombination aus Ambossblock, Hammerkopf, Hammerstange und Schrägkeil Risse aufweist vor Beginn des Schmiedens Hammer. Wenn Probleme festgestellt werden, sollten diese rechtzeitig behoben und die Schmier- und Ölversorgungssituation überprüft werden. Der Lufthammer-Steuergriff sollte in eine leere Position gebracht und der Positionierungsstift eingesetzt werden, und dann kann der Betrieb beginnen und 3 bis 5 Minuten lang leer laufen. Der dampfluftfreie Schmiedehammer sollte vor dem Start Kondenswasser im Zylinder ausschließen, und das Auslassventil sollte vor der Arbeit vollständig geöffnet sein und dann das Einlassventil leicht öffnen, damit Dampf durch das Gasleitungssystem strömt, um das Luftventil und dann vorzuwärmen Öffnen Sie langsam das Einlassventil und entleeren Sie den Kolben mehrmals.
Schmiedefabrik im Winter, um die Hammerstange, den Hammer und den Ambossblock vorzuwärmen, die Vorwärmtemperatur beträgt 100 ~ 150 ℃. Nachdem der Schmiedehammer gestartet wurde, ist es notwendig, sich auf den Betrieb gemäß den Anweisungen des Palmenmonteurs und den Anforderungen des Betriebs zu konzentrieren und jederzeit auf die Beobachtung zu achten. Wenn unregelmäßige Geräusche oder anormale Phänomene wie Zylinderkopfleckagen festgestellt werden, sollte die Maschine sofort zur Wartung angehalten werden. Vermeiden Sie zu jeder Zeit exzentrisches Schmieden, Luftschlag oder heftigen Schlag auf den dünneren Knüppel mit niedrigerer Temperatur, um die Oxidhaut auf dem Amboss zu entfernen, um keine Wunden herauszuspritzen oder die Ambossoberfläche zu beschädigen. Beim Messen der Größe des Werkstücks oder beim Wechseln des Werkzeugs sollte der Bediener den Fuß vom Pedal nehmen, um Fehltritte zu vermeiden.
Nachdem die Schmiedearbeiten abgeschlossen sind, sollte der Hammerkopf reibungslos abgelegt werden, die Einlass- und Auslassventile geschlossen werden, der Drucklufthammer den Schalter öffnen und die Schichtarbeit gut ausgeführt werden.
Anfrage absenden



X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie